Operating Instructions for
CMSH Series Multishielded Liquid Helium Containers
Access Port Assemblies | Calibration Charts
Introduction
The Cryofab CMSH Series liquid helium dewars are designed for minimum loss storage, transportation and dispensing of liquid helium. The CMSH container employs state of the art vapor cooled multishield technology in conjunction with superinsulation to achieve the highest efficiencies.
The CMSH Series is ruggedly constructed and simple to use, however, the extremely low temperature of liquid helium requires the use of techniques which are more involved than for other cryogenic fluids. The low latent heat of vaporization, characteristic of liquid helium, can cause unnecessary transfer losses to occur unless established procedures are closely followed.
Precautions
General precautions regarding liquefied gases are covered in the pamphlet attached to the dewar, however, the unique properties of liquid helium require that even further precautions be taken. Liquid helium is a colorless, nontoxic liquid with a density of one-eighth that of water, inert under all temperature and pressure conditions. At atmospheric pressure it has a temperature of approximately -452°F (132 degrees colder than the freezing point of liquid nitrogen). It is the only substance known that remains liquid under ordinary pressure at temperatures close to absolute zero.
Air liquefies and solidifies readily when exposed to the extremely low temperature of liquid helium. For this reason, the fill and vent ports of storage containers should be kept closed at all times (except during filling) to prevent blockages from forming in the passages and a resultant pressure buildup.
Moving and Handling
CMSH Series cylinders should not be subjected to rough handling either full or empty. Bumping, jostling or excessive agitation of any filled liquid helium container will cause abnormal evaporation and may result in increased flow of gas through relief devices.
The CMSH container is designed for use in the vertical position and should not be laid on its side. If a container must be lifted, use a forklift or similar device beneath the base or hoist by means of the lifting slots in the halo ring struts. Do not attempt to lift by the handles or by means of slings around the shell.
Measurement of Contents
Normal practice requires that weighing the container and then subtracting the stamped tare weight should determine the amount of helium in a container. Scale accuracy should be checked often and the scale serviced as often as necessary to maintain required accuracy. In order to obtain the greatest accuracy remember to correct for the vapor remaining over the liquid, which can be a significant portion of the observed net weight, especially when the dewar is near empty.
A Flutter Tube may be used only to give a rough estimate of the liquid contents. This method can be expedient but somewhat wasteful.
If the dewar is equipped with a Superconducting Level Indicating System, please refer to the manufacturer’s instructions included in the documentation package. The height of the liquid observed may be converted to a volumetric equivalent by using the calibration chart attached to the dewar.
If the dewar is equipped with a differential pressure type liquid level gauge the contents can be read directly in liters although the accuracy is not quite as good as a superconducting level indicating system may deliver.
Pre-cooling the Cylinder
The pre-cooling operation is especially important to limit the post-fill flashoff to a reasonable amount. All warm vessels should be pre-cooled to -300°F or less using one of the methods below. If the container is already below -300°F the pre-cooling operation may be omitted.
a) Pre-cool by filling the container at least halfway with liquid nitrogen. Let the cylinder stand for approximately 1–2 days. Remove the liquid nitrogen and purge with gaseous helium according to the procedure below, prior to filling.
b) Pre-cool with -320°F or colder helium vapor. For best results, introduce approximately 50 CFH into the bottom of the cylinder while exhausting through the vent valve. Approximately 12 to 16 hours of pre-cooling is required prior to filling with helium.
c) Pre-cool by adding approximately 25 liters of liquid nitrogen to the cylinder and then introduce 25 CFH of gaseous nitrogen through a dip tube extending to the bottom of the cylinder. The warm gaseous nitrogen will bubble through the liquid nitrogen, producing -320°F gas. Exhaust the gas through the vent valve. About 16 hours are required for pre-cooling. Remove any remaining liquid nitrogen and purge the container with gaseous helium according to the procedure below, prior to filling.
Purging the Cylinder
To purge the container of residual nitrogen or other gases prior to filling proceed as follows. If the dewar is equipped with an optional differential pressure type liquid level gauge, the alternate procedure shown further below must be used.
- Check the valve position: Liquid closed, vent closed and isolation open.
- Connect a regulated helium purge gas source to the vent connection on cylinder.
- Open the liquid withdrawal valve and insert a tube to near the bottom of the reservoir.
- Open gaseous helium source valve and the vent valve on the cylinder and adjust the flow to approximately 1 SCFM. Allow the gas to exhaust from the center tube.
- Purge with a minimum of eight volumes of pure dry helium gas if the cylinder was pre-cooled with liquid nitrogen.
- Note: A minimum of 2 volumes of ambient temperature gas should be used to purge an ambient temperature vessel if nitrogen pre-cooling was not used.
- When purging is complete remove the dip tube and close the liquid valve.
- Pressurize the dewar to 5 PSI then close the vent valve and disconnect the helium gas source.
An alternate purging procedure would consist of evacuating the inner vessel and backfilling with GHe. Proceed as follows:
- Close all valves and connect a suitable vacuum pump or vacuum system to the vent connection.
- Open the vent valve to begin evacuation of the inner vessel. Pump down to approximately 1 torr.
- Note: If necessary, insert a coil of copper tubing between the dewar and the vacuum pump to warm the exhaust gas to a suitable temperature before reaching the pump.
- Close the vent valve and disconnect the dewar from the vacuum system.
- Connect a regulated helium purge gas source to the vent valve.
- Admit pure dry helium gas to the dewar to a pressure of approximately 5 PSI.
- Close the vent valve and disconnect the helium gas source.
Filling
In order to fill the container the following procedure should be used:
- Close the isolation valve (if it is not already closed) and open the vent valve.
- Note: If the dewar is equipped with a differential pressure type liquid level gauge it is very important that the two gauge isolation valves be open during the filling process.
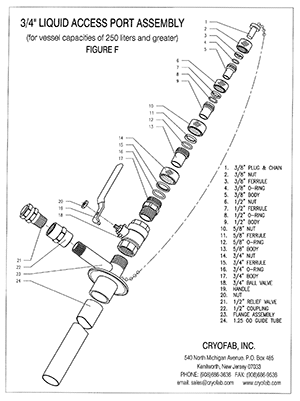
- Open the liquid access port valve and insert an appropriate fill lance or transfer line leg through one of the nested couplings provided. For efficient filling the inserted length should be between 34″ and 40″. Tighten the coupling nut to complete the seal around the tube.
- Complete additional connections between dewar and the liquid helium supply. Verify that the supply pressure is between 2 and 4 PSI.
- Slowly begin to transfer liquid helium to cool-down the transfer line and the inner vessel. When the cool-down is complete the flow may be increased to maximum.
- When the vessel is full, shut off the helium supply. Remove the fill tube and close the liquid access port valve. Replace the plug to keep foreign matter from collecting in the ball valve.
- If a recovery system is available, connect the dewar to it via the vent valve. Otherwise, leave the vent valve open until excessive exhaust vapor subsides (approximately 2–4 hours) indicating that the dewar has stabilized sufficiently.
- Close the vent valve and open the isolation valve to establish the proper operating pressure for the dewar.
Withdrawal
Transferring liquid helium from the container is accomplished by using the following procedure:
- Verify that the vent valve is closed and close the isolation valve.
- Remove the dust plug and insert an appropriate withdrawal lance or siphon tube through one of the nested couplings above the liquid access valve.
- Note: Purge the transfer line with helium gas for a few seconds prior to insertion.
- Let the tube just contact the ball of the liquid access valve and then open the valve and slowly insert the tube the rest of the way into the dewar until it reaches the bottom. This will prevent any loss of pressure from the dewar.
- Lift the tube slightly off the bottom to insure free flow and tighten the coupling nut to complete the seal around the tube and hold it in place.
- Liquid transfer will begin as soon as the transfer line cools down if there is sufficient pressure in the dewar (2–4 PSI). If the transfer system is equipped with a shut off valve, throttle the flow at first until cool-down is complete.
- If additional pressurization is required, turn on the electric Pressure Building System (if so equipped) or introduce room temperature helium gas at 5 PSI through the vent valve.
- When transfer is complete stop the liquid flow by closing the shut off valve or depressurizing the dewar.
- With the dewar at zero pressure, loosen the coupling nut and withdraw the siphon tube. Close the liquid access port valve and replace the dust plug.
- Close the vent valve and open the isolation valve to return the dewar to normal operating condition.
Special Instructions for Air Shipment
When a helium container is used for air transport an absolute relief valve set at 15.2 PSIA is installed in place of the primary relief valve. This will prevent atmospheric pressure variations experienced during flight from affecting the contents of the dewar.
Flowmeter
When a helium container is to be used as a collector for a liquefier a flowmeter is provided in order to maintain high performance. In this type of application the flowmeter functions in lieu of the .5 PSI pressure control valve. The flowmeter diverts some of the exhaust gas from the dewar up the neck tube to keep the shielding refrigerated. The gas should then be directed to the helium recovery system or the low pressure side of the liquefier. The recommended flow rate should correspond to the normal boil-off of the container.
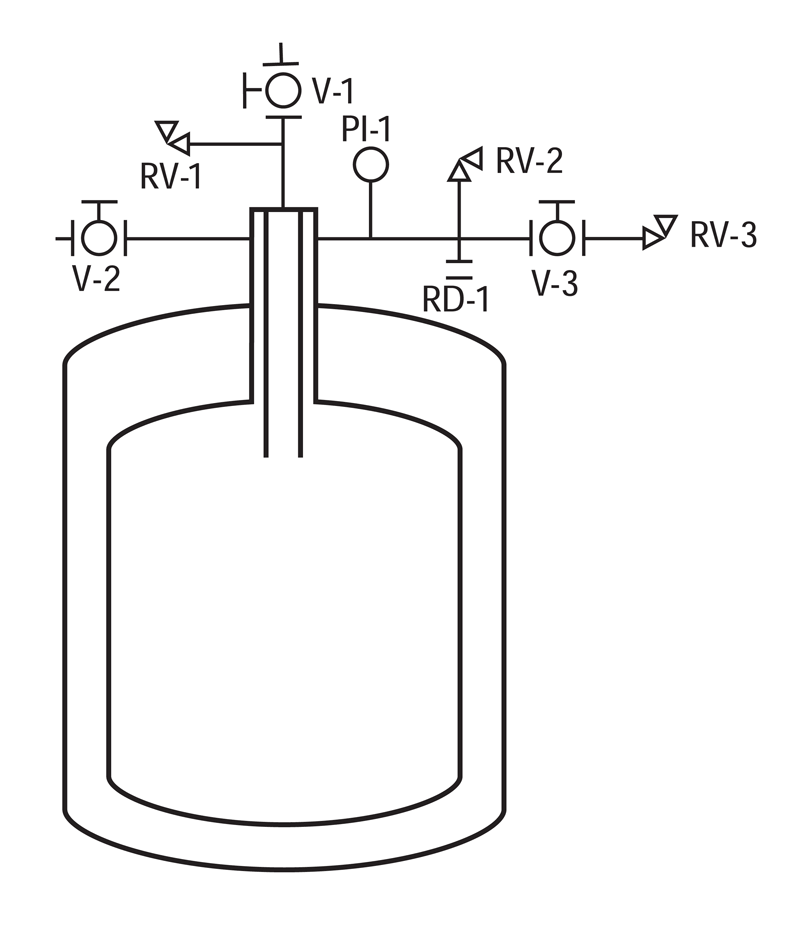
V-2 Vent Valve
V-3 Isolation Valve
RD-1 Rupture Disk(200L and greater)
RV-1 Relief Valve, 15 PSI
RV-2 Relief Valve, 10 PSI
RV-3 Pressure Control Valve, .5 PSI
PI-1 Compound Pressure Gauge 30″ Hg-0-15 PSIs.
VIEW/PRINT MANUAL